

【壓縮機網(wǎng)】背景
煉油廠各裝置所排放的低壓瓦斯經(jīng)分液罐以及沿途低點排凝后,進入氣柜回收,經(jīng)螺桿壓縮機升壓后,進入高壓瓦斯管網(wǎng)至各用戶中壓瓦斯管網(wǎng)送至鍋爐。
洛陽煉油廠近幾年因所煉原油高含硫,從而低壓瓦斯富含酸性氣體H2S。而裝置的1#2#螺桿壓縮機組是噴水式螺桿壓縮機,介質(zhì)中的酸性氣和水化合后對主機轉(zhuǎn)子造成很大的腐蝕,尤其是排氣端端面。雖然在機頭大修后,各裝配尺寸和間隙都滿足技術(shù)規(guī)范,但開機后,機組產(chǎn)生的噪音異常,導(dǎo)致機組無法正常運行。作為裝置的核心特護設(shè)備,一旦機組出現(xiàn)故障停機,便會導(dǎo)致氣柜瓦斯量大,只能放至火炬燒掉,不僅浪費而且會對環(huán)境造成污染。
故障
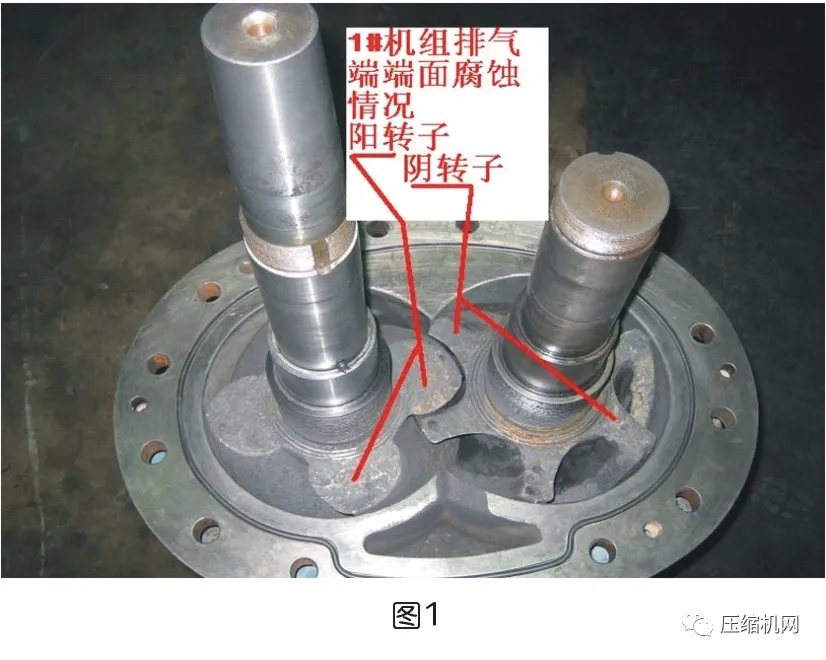
洛陽煉油廠氣體車間氣柜有1#2#兩臺螺桿壓縮機組。1#2#機型號相同,為LG30/8.0。自2016年以來,1#2#機組開始頻繁大修,其中1#機機頭大修過程中發(fā)現(xiàn)壓縮機排氣端面腐蝕嚴重,腐蝕源自近年來原油中高含硫,導(dǎo)致瓦斯氣中有大量H2S氣體,由于1#2#機為噴水機組,噴淋水和H2S形成酸液腐蝕了轉(zhuǎn)子。排氣端面出現(xiàn)凹凸不平坑點,深度近2mm。雖然排氣端端面間隙仍然調(diào)整至0.10mm,進氣端端面間隙為1.1mm。符合機組排氣端端面間隙標準0.09mm-0.11mm,但開機后出現(xiàn)進氣端異常噪音和振動,無法正常運行。
1#機轉(zhuǎn)子排氣端端面腐蝕情況如圖1。
 1#2#機主要技術(shù)參數(shù):
型號:LG30/8.0
形式:撬裝式噴液螺桿壓縮機組
螺桿公稱直徑:255毫米
螺桿長徑比:1.65
主電機轉(zhuǎn)速:3000rpm
機組額定總功率:288kW
機組冷卻方式:水冷卻機組
潤滑方式:壓力潤滑
本機組性能參數(shù)如下:
進氣壓力:-10kPa~10kPa;低于-5kPa報警;低于-10kPa聯(lián)鎖停機
進氣溫度:10℃~45℃
排氣壓力:≤0.8MPa;≥0.75MPa時報警;≥0.88MPa時聯(lián)鎖停機并關(guān)入口蝶閥。
排氣溫度:<85℃;≥75℃是報警;>85℃時聯(lián)鎖停機
軸功率:<220kW
安全閥泄放壓力=0.88MPa
潤滑油系統(tǒng):
1、潤滑油壓力:機組允許啟動油壓≥0.4MPa;正常工作油壓0.5~0.90MPa;
≤0.4MPa報警并啟動輔助油泵;≤0.3MPa時聯(lián)鎖停機;油壓≥0.5MPa時停輔助油泵;濾網(wǎng)前后壓差≥0.1MPa是報警,應(yīng)即時切換過濾器;
2、潤滑油溫度:正常油溫18℃~60℃;<18℃報警,應(yīng)手動啟動電加熱器;油溫≥27℃時自停加熱;油溫≥60℃時報警;
3、油位:正常油位40~80%;油位≤50%時報警;
水系統(tǒng)參數(shù):
流量:20~25T/h 壓力:0.4MPa
氮氣參數(shù):
流量:3m3/h 壓力:0.4MPa
主電機主要參數(shù):
電壓:6000V 電流:31.5A
前后軸承溫度:
正常溫度:0~80℃;報警溫度:大于等于80℃;
各裝配間隙及安裝技術(shù)規(guī)范:
1#2#機主要技術(shù)參數(shù):
型號:LG30/8.0
形式:撬裝式噴液螺桿壓縮機組
螺桿公稱直徑:255毫米
螺桿長徑比:1.65
主電機轉(zhuǎn)速:3000rpm
機組額定總功率:288kW
機組冷卻方式:水冷卻機組
潤滑方式:壓力潤滑
本機組性能參數(shù)如下:
進氣壓力:-10kPa~10kPa;低于-5kPa報警;低于-10kPa聯(lián)鎖停機
進氣溫度:10℃~45℃
排氣壓力:≤0.8MPa;≥0.75MPa時報警;≥0.88MPa時聯(lián)鎖停機并關(guān)入口蝶閥。
排氣溫度:<85℃;≥75℃是報警;>85℃時聯(lián)鎖停機
軸功率:<220kW
安全閥泄放壓力=0.88MPa
潤滑油系統(tǒng):
1、潤滑油壓力:機組允許啟動油壓≥0.4MPa;正常工作油壓0.5~0.90MPa;
≤0.4MPa報警并啟動輔助油泵;≤0.3MPa時聯(lián)鎖停機;油壓≥0.5MPa時停輔助油泵;濾網(wǎng)前后壓差≥0.1MPa是報警,應(yīng)即時切換過濾器;
2、潤滑油溫度:正常油溫18℃~60℃;<18℃報警,應(yīng)手動啟動電加熱器;油溫≥27℃時自停加熱;油溫≥60℃時報警;
3、油位:正常油位40~80%;油位≤50%時報警;
水系統(tǒng)參數(shù):
流量:20~25T/h 壓力:0.4MPa
氮氣參數(shù):
流量:3m3/h 壓力:0.4MPa
主電機主要參數(shù):
電壓:6000V 電流:31.5A
前后軸承溫度:
正常溫度:0~80℃;報警溫度:大于等于80℃;
各裝配間隙及安裝技術(shù)規(guī)范:
 隨后又拆解數(shù)次,對各部尺寸和間隙復(fù)查,均無問題,但噪音和振動始終無法消除。
分析噪音與振動原因:
1、轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞;
2、轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假;
3、轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。
論證原因:
原因1:轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞。對于本機組,轉(zhuǎn)速近3000轉(zhuǎn),轉(zhuǎn)子對動平衡有嚴格要求,通常是(0.05—1.0)N.m。排氣端面的腐蝕坑點超出了要求,所以應(yīng)當重新作動平衡。
原因2:轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假。轉(zhuǎn)子排氣端端面間隙要求在0.09mm~0.11mm。數(shù)值要求嚴格,但腐蝕造成的凹凸坑點深度有近2mm,在壓縮終了,凹凸坑里的存氣會沿著轉(zhuǎn)子泄漏三角形返回到入口端,產(chǎn)生噪音與振動。
原因3:轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。而螺桿壓縮機吸排氣口的位置和形狀決定了內(nèi)壓力比。運行工況和工藝流程中所要求的吸排氣壓力,決定了外壓力比。與一般活塞式壓縮機不同,螺桿壓縮機的內(nèi)外壓力比可以不相等。在當排氣壓力大于內(nèi)壓縮終了壓力的情況下,齒間容積與排氣孔口連通的瞬時,排氣孔口中的氣體將迅速倒流入齒間容積中,使其中的壓力從Pi突然升至Pd,然后再隨著齒間容積的不斷縮小,排出氣體。而排氣孔口的偏移導(dǎo)致改變了機組固有的內(nèi)外壓力比,會產(chǎn)生強烈的周期性排氣噪音。
最后總結(jié)出轉(zhuǎn)子排氣端端面腐蝕是噪聲與振動的根源。但如何處理是個問題,沒有先行成功的經(jīng)驗。近幾年1#2#機組已經(jīng)換了兩套轉(zhuǎn)子。之后隨煉廠煉量擴展,車間增上了3#機。
2018年,3#機組的機封泄漏故障檢修,但在更換新機封時,發(fā)現(xiàn)轉(zhuǎn)子竄動量3.5mm,隨即轉(zhuǎn)入大修。
3#機組主要技術(shù)參數(shù)如下:
型號及型式:
WLVIT321/16550(11605) 螺桿壓縮機
FES編號:04495103—050
壓縮級數(shù):單級
機組冷卻方式:強制油冷卻機組
潤滑方式:稀油壓力潤滑
瓦斯流量(入口狀態(tài)):3600m3/h
螺桿陽轉(zhuǎn)子齒數(shù):4
螺桿陰轉(zhuǎn)子齒數(shù):6
壓縮機軸封:集成機械密封
機組載荷調(diào)節(jié)方式:滑閥調(diào)節(jié)(0%~100%)
功率:Horsepower 845(630kW)
電壓:Vottage :6000V
轉(zhuǎn)速rpm:3000
頻率Frequency:50
隨后又拆解數(shù)次,對各部尺寸和間隙復(fù)查,均無問題,但噪音和振動始終無法消除。
分析噪音與振動原因:
1、轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞;
2、轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假;
3、轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。
論證原因:
原因1:轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞。對于本機組,轉(zhuǎn)速近3000轉(zhuǎn),轉(zhuǎn)子對動平衡有嚴格要求,通常是(0.05—1.0)N.m。排氣端面的腐蝕坑點超出了要求,所以應(yīng)當重新作動平衡。
原因2:轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假。轉(zhuǎn)子排氣端端面間隙要求在0.09mm~0.11mm。數(shù)值要求嚴格,但腐蝕造成的凹凸坑點深度有近2mm,在壓縮終了,凹凸坑里的存氣會沿著轉(zhuǎn)子泄漏三角形返回到入口端,產(chǎn)生噪音與振動。
原因3:轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。而螺桿壓縮機吸排氣口的位置和形狀決定了內(nèi)壓力比。運行工況和工藝流程中所要求的吸排氣壓力,決定了外壓力比。與一般活塞式壓縮機不同,螺桿壓縮機的內(nèi)外壓力比可以不相等。在當排氣壓力大于內(nèi)壓縮終了壓力的情況下,齒間容積與排氣孔口連通的瞬時,排氣孔口中的氣體將迅速倒流入齒間容積中,使其中的壓力從Pi突然升至Pd,然后再隨著齒間容積的不斷縮小,排出氣體。而排氣孔口的偏移導(dǎo)致改變了機組固有的內(nèi)外壓力比,會產(chǎn)生強烈的周期性排氣噪音。
最后總結(jié)出轉(zhuǎn)子排氣端端面腐蝕是噪聲與振動的根源。但如何處理是個問題,沒有先行成功的經(jīng)驗。近幾年1#2#機組已經(jīng)換了兩套轉(zhuǎn)子。之后隨煉廠煉量擴展,車間增上了3#機。
2018年,3#機組的機封泄漏故障檢修,但在更換新機封時,發(fā)現(xiàn)轉(zhuǎn)子竄動量3.5mm,隨即轉(zhuǎn)入大修。
3#機組主要技術(shù)參數(shù)如下:
型號及型式:
WLVIT321/16550(11605) 螺桿壓縮機
FES編號:04495103—050
壓縮級數(shù):單級
機組冷卻方式:強制油冷卻機組
潤滑方式:稀油壓力潤滑
瓦斯流量(入口狀態(tài)):3600m3/h
螺桿陽轉(zhuǎn)子齒數(shù):4
螺桿陰轉(zhuǎn)子齒數(shù):6
壓縮機軸封:集成機械密封
機組載荷調(diào)節(jié)方式:滑閥調(diào)節(jié)(0%~100%)
功率:Horsepower 845(630kW)
電壓:Vottage :6000V
轉(zhuǎn)速rpm:3000
頻率Frequency:50
正常運行的工藝參數(shù):
介質(zhì):火炬氣介質(zhì)分子量:26(平均)
瓦斯入口壓力:0.0~0.202MPa
?。?.0~2.02bar表壓)
瓦斯入口溫度:≯45℃
瓦斯出口溫度:≤115℃
瓦斯出口設(shè)計壓力:1.24MPa(表壓)
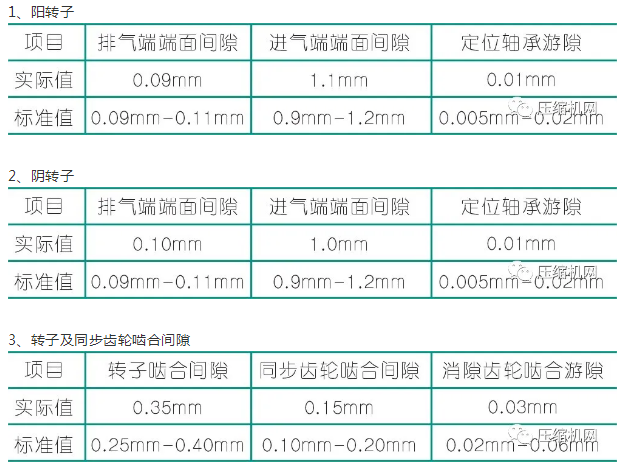
3#機組是噴油式螺桿壓縮機,軸承采用滑動軸承,軸向止推是推力軸瓦,陰陽轉(zhuǎn)子無同步齒輪。當發(fā)現(xiàn)轉(zhuǎn)子可竄動3.5mm時,基本可判定推力瓦磨損非常嚴重了。為此決定大修。解體后發(fā)現(xiàn),推力瓦架都已磨損,巴氏合金完全磨掉。轉(zhuǎn)子進氣端面有明顯磨損,但還顯平整。進氣端蓋磨出一個圓環(huán),有3.5mm深。轉(zhuǎn)子排氣端面完好。進氣端蓋磨損見圖2。
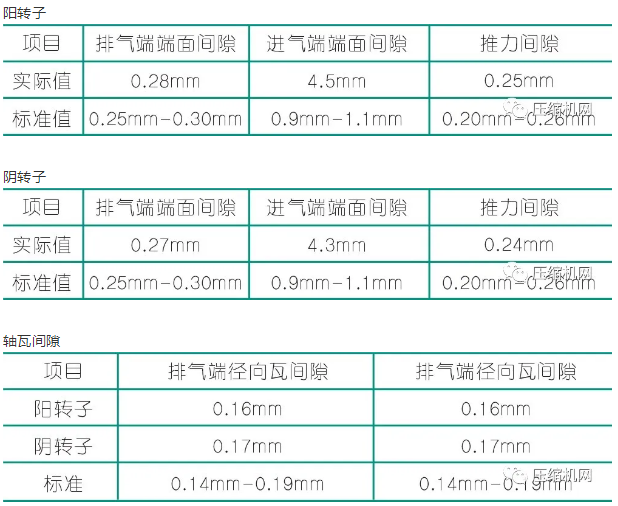
 最后更換了所有軸承及推力瓦,并且轉(zhuǎn)子做了動平衡,進氣端蓋的深槽未做處理。轉(zhuǎn)子排氣端面間隙為0.28mm,符合標準間隙0.25mm—0.30mm,轉(zhuǎn)子進氣端面間隙已達4.5mm,各項數(shù)值見下表:
壓縮機轉(zhuǎn)子各部間隙:
最后更換了所有軸承及推力瓦,并且轉(zhuǎn)子做了動平衡,進氣端蓋的深槽未做處理。轉(zhuǎn)子排氣端面間隙為0.28mm,符合標準間隙0.25mm—0.30mm,轉(zhuǎn)子進氣端面間隙已達4.5mm,各項數(shù)值見下表:
壓縮機轉(zhuǎn)子各部間隙:
 安裝后,開機一切正常,負荷可以從0—100%自由調(diào)整,壓力正常。這從實踐中證明了進氣端端面間隙對螺桿壓縮機機組影響甚小。這次檢修故障的消除為1#2#機當時的噪音振動故障提供了借鑒作用。
之前我們已經(jīng)發(fā)現(xiàn)了1#2#機產(chǎn)生振動和噪音的原因:是轉(zhuǎn)子排氣端端面因腐蝕而產(chǎn)生的凹凸的坑點。如果把排氣端端面上車床修平,并車出密封齒,這樣排氣端面既消除了表面的坑點,又增加了密封齒,減少了排氣端面的內(nèi)泄漏。通過對排氣端端面的重新定位,讓其間隙仍然保證在標準范圍內(nèi)。相當于轉(zhuǎn)子在氣缸里的總竄量增大,但排氣端端面間隙保證了,那么就意味著進氣端端面間隙增大了,增大值即為排氣端端面在車床上的軸向切削值。即2.0mm。
通過3#機組已經(jīng)看出,進氣端端面間隙對機組的影響很小。所以1#機進氣端增大的2.0mm應(yīng)當可行,最終將1#機轉(zhuǎn)子排氣端面在車削后將轉(zhuǎn)子重新做動平衡,通過調(diào)整保證陰陽轉(zhuǎn)子排氣端端面間隙在標準范圍以內(nèi)。這樣通過3#機組的故障檢修,找到了解決1#機噪音與振動的方法,并在實際中證明是可行的。
安裝后,開機一切正常,負荷可以從0—100%自由調(diào)整,壓力正常。這從實踐中證明了進氣端端面間隙對螺桿壓縮機機組影響甚小。這次檢修故障的消除為1#2#機當時的噪音振動故障提供了借鑒作用。
之前我們已經(jīng)發(fā)現(xiàn)了1#2#機產(chǎn)生振動和噪音的原因:是轉(zhuǎn)子排氣端端面因腐蝕而產(chǎn)生的凹凸的坑點。如果把排氣端端面上車床修平,并車出密封齒,這樣排氣端面既消除了表面的坑點,又增加了密封齒,減少了排氣端面的內(nèi)泄漏。通過對排氣端端面的重新定位,讓其間隙仍然保證在標準范圍內(nèi)。相當于轉(zhuǎn)子在氣缸里的總竄量增大,但排氣端端面間隙保證了,那么就意味著進氣端端面間隙增大了,增大值即為排氣端端面在車床上的軸向切削值。即2.0mm。
通過3#機組已經(jīng)看出,進氣端端面間隙對機組的影響很小。所以1#機進氣端增大的2.0mm應(yīng)當可行,最終將1#機轉(zhuǎn)子排氣端面在車削后將轉(zhuǎn)子重新做動平衡,通過調(diào)整保證陰陽轉(zhuǎn)子排氣端端面間隙在標準范圍以內(nèi)。這樣通過3#機組的故障檢修,找到了解決1#機噪音與振動的方法,并在實際中證明是可行的。
來源:本站原創(chuàng)
煉油廠各裝置所排放的低壓瓦斯經(jīng)分液罐以及沿途低點排凝后,進入氣柜回收,經(jīng)螺桿壓縮機升壓后,進入高壓瓦斯管網(wǎng)至各用戶中壓瓦斯管網(wǎng)送至鍋爐。
洛陽煉油廠近幾年因所煉原油高含硫,從而低壓瓦斯富含酸性氣體H2S。而裝置的1#2#螺桿壓縮機組是噴水式螺桿壓縮機,介質(zhì)中的酸性氣和水化合后對主機轉(zhuǎn)子造成很大的腐蝕,尤其是排氣端端面。雖然在機頭大修后,各裝配尺寸和間隙都滿足技術(shù)規(guī)范,但開機后,機組產(chǎn)生的噪音異常,導(dǎo)致機組無法正常運行。作為裝置的核心特護設(shè)備,一旦機組出現(xiàn)故障停機,便會導(dǎo)致氣柜瓦斯量大,只能放至火炬燒掉,不僅浪費而且會對環(huán)境造成污染。
故障
洛陽煉油廠氣體車間氣柜有1#2#兩臺螺桿壓縮機組。1#2#機型號相同,為LG30/8.0。自2016年以來,1#2#機組開始頻繁大修,其中1#機機頭大修過程中發(fā)現(xiàn)壓縮機排氣端面腐蝕嚴重,腐蝕源自近年來原油中高含硫,導(dǎo)致瓦斯氣中有大量H2S氣體,由于1#2#機為噴水機組,噴淋水和H2S形成酸液腐蝕了轉(zhuǎn)子。排氣端面出現(xiàn)凹凸不平坑點,深度近2mm。雖然排氣端端面間隙仍然調(diào)整至0.10mm,進氣端端面間隙為1.1mm。符合機組排氣端端面間隙標準0.09mm-0.11mm,但開機后出現(xiàn)進氣端異常噪音和振動,無法正常運行。
1#機轉(zhuǎn)子排氣端端面腐蝕情況如圖1。
1#2#機主要技術(shù)參數(shù):
型號:LG30/8.0
形式:撬裝式噴液螺桿壓縮機組
螺桿公稱直徑:255毫米
螺桿長徑比:1.65
主電機轉(zhuǎn)速:3000rpm
機組額定總功率:288kW
機組冷卻方式:水冷卻機組
潤滑方式:壓力潤滑
本機組性能參數(shù)如下:
進氣壓力:-10kPa~10kPa;低于-5kPa報警;低于-10kPa聯(lián)鎖停機
進氣溫度:10℃~45℃
排氣壓力:≤0.8MPa;≥0.75MPa時報警;≥0.88MPa時聯(lián)鎖停機并關(guān)入口蝶閥。
排氣溫度:<85℃;≥75℃是報警;>85℃時聯(lián)鎖停機
軸功率:<220kW
安全閥泄放壓力=0.88MPa
潤滑油系統(tǒng):
1、潤滑油壓力:機組允許啟動油壓≥0.4MPa;正常工作油壓0.5~0.90MPa;
≤0.4MPa報警并啟動輔助油泵;≤0.3MPa時聯(lián)鎖停機;油壓≥0.5MPa時停輔助油泵;濾網(wǎng)前后壓差≥0.1MPa是報警,應(yīng)即時切換過濾器;
2、潤滑油溫度:正常油溫18℃~60℃;<18℃報警,應(yīng)手動啟動電加熱器;油溫≥27℃時自停加熱;油溫≥60℃時報警;
3、油位:正常油位40~80%;油位≤50%時報警;
水系統(tǒng)參數(shù):
流量:20~25T/h 壓力:0.4MPa
氮氣參數(shù):
流量:3m3/h 壓力:0.4MPa
主電機主要參數(shù):
電壓:6000V 電流:31.5A
前后軸承溫度:
正常溫度:0~80℃;報警溫度:大于等于80℃;
各裝配間隙及安裝技術(shù)規(guī)范:
隨后又拆解數(shù)次,對各部尺寸和間隙復(fù)查,均無問題,但噪音和振動始終無法消除。
分析噪音與振動原因:
1、轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞;
2、轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假;
3、轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。
論證原因:
原因1:轉(zhuǎn)子排氣端面腐蝕嚴重,轉(zhuǎn)子動平衡破壞。對于本機組,轉(zhuǎn)速近3000轉(zhuǎn),轉(zhuǎn)子對動平衡有嚴格要求,通常是(0.05—1.0)N.m。排氣端面的腐蝕坑點超出了要求,所以應(yīng)當重新作動平衡。
原因2:轉(zhuǎn)子排氣端面腐蝕造成端面間隙值有假。轉(zhuǎn)子排氣端端面間隙要求在0.09mm~0.11mm。數(shù)值要求嚴格,但腐蝕造成的凹凸坑點深度有近2mm,在壓縮終了,凹凸坑里的存氣會沿著轉(zhuǎn)子泄漏三角形返回到入口端,產(chǎn)生噪音與振動。
原因3:轉(zhuǎn)子排氣端面腐蝕,所產(chǎn)生的凹凸坑點,相當于使排氣口偏移。而螺桿壓縮機吸排氣口的位置和形狀決定了內(nèi)壓力比。運行工況和工藝流程中所要求的吸排氣壓力,決定了外壓力比。與一般活塞式壓縮機不同,螺桿壓縮機的內(nèi)外壓力比可以不相等。在當排氣壓力大于內(nèi)壓縮終了壓力的情況下,齒間容積與排氣孔口連通的瞬時,排氣孔口中的氣體將迅速倒流入齒間容積中,使其中的壓力從Pi突然升至Pd,然后再隨著齒間容積的不斷縮小,排出氣體。而排氣孔口的偏移導(dǎo)致改變了機組固有的內(nèi)外壓力比,會產(chǎn)生強烈的周期性排氣噪音。
最后總結(jié)出轉(zhuǎn)子排氣端端面腐蝕是噪聲與振動的根源。但如何處理是個問題,沒有先行成功的經(jīng)驗。近幾年1#2#機組已經(jīng)換了兩套轉(zhuǎn)子。之后隨煉廠煉量擴展,車間增上了3#機。
2018年,3#機組的機封泄漏故障檢修,但在更換新機封時,發(fā)現(xiàn)轉(zhuǎn)子竄動量3.5mm,隨即轉(zhuǎn)入大修。
3#機組主要技術(shù)參數(shù)如下:
型號及型式:
WLVIT321/16550(11605) 螺桿壓縮機
FES編號:04495103—050
壓縮級數(shù):單級
機組冷卻方式:強制油冷卻機組
潤滑方式:稀油壓力潤滑
瓦斯流量(入口狀態(tài)):3600m3/h
螺桿陽轉(zhuǎn)子齒數(shù):4
螺桿陰轉(zhuǎn)子齒數(shù):6
壓縮機軸封:集成機械密封
機組載荷調(diào)節(jié)方式:滑閥調(diào)節(jié)(0%~100%)
功率:Horsepower 845(630kW)
電壓:Vottage :6000V
轉(zhuǎn)速rpm:3000
頻率Frequency:50
正常運行的工藝參數(shù):
介質(zhì):火炬氣介質(zhì)分子量:26(平均)
瓦斯入口壓力:0.0~0.202MPa
?。?.0~2.02bar表壓)
瓦斯入口溫度:≯45℃
瓦斯出口溫度:≤115℃
瓦斯出口設(shè)計壓力:1.24MPa(表壓)
3#機組是噴油式螺桿壓縮機,軸承采用滑動軸承,軸向止推是推力軸瓦,陰陽轉(zhuǎn)子無同步齒輪。當發(fā)現(xiàn)轉(zhuǎn)子可竄動3.5mm時,基本可判定推力瓦磨損非常嚴重了。為此決定大修。解體后發(fā)現(xiàn),推力瓦架都已磨損,巴氏合金完全磨掉。轉(zhuǎn)子進氣端面有明顯磨損,但還顯平整。進氣端蓋磨出一個圓環(huán),有3.5mm深。轉(zhuǎn)子排氣端面完好。進氣端蓋磨損見圖2。
最后更換了所有軸承及推力瓦,并且轉(zhuǎn)子做了動平衡,進氣端蓋的深槽未做處理。轉(zhuǎn)子排氣端面間隙為0.28mm,符合標準間隙0.25mm—0.30mm,轉(zhuǎn)子進氣端面間隙已達4.5mm,各項數(shù)值見下表:
壓縮機轉(zhuǎn)子各部間隙:
安裝后,開機一切正常,負荷可以從0—100%自由調(diào)整,壓力正常。這從實踐中證明了進氣端端面間隙對螺桿壓縮機機組影響甚小。這次檢修故障的消除為1#2#機當時的噪音振動故障提供了借鑒作用。
之前我們已經(jīng)發(fā)現(xiàn)了1#2#機產(chǎn)生振動和噪音的原因:是轉(zhuǎn)子排氣端端面因腐蝕而產(chǎn)生的凹凸的坑點。如果把排氣端端面上車床修平,并車出密封齒,這樣排氣端面既消除了表面的坑點,又增加了密封齒,減少了排氣端面的內(nèi)泄漏。通過對排氣端端面的重新定位,讓其間隙仍然保證在標準范圍內(nèi)。相當于轉(zhuǎn)子在氣缸里的總竄量增大,但排氣端端面間隙保證了,那么就意味著進氣端端面間隙增大了,增大值即為排氣端端面在車床上的軸向切削值。即2.0mm。
通過3#機組已經(jīng)看出,進氣端端面間隙對機組的影響很小。所以1#機進氣端增大的2.0mm應(yīng)當可行,最終將1#機轉(zhuǎn)子排氣端面在車削后將轉(zhuǎn)子重新做動平衡,通過調(diào)整保證陰陽轉(zhuǎn)子排氣端端面間隙在標準范圍以內(nèi)。這樣通過3#機組的故障檢修,找到了解決1#機噪音與振動的方法,并在實際中證明是可行的。
來源:本站原創(chuàng)

網(wǎng)友評論
條評論
最新評論