

【壓縮機網】1、引言
基于一款廣泛應用于軌道車輛的活塞壓縮機(以下簡稱該型號),低、高壓閥組件是其執(zhí)行一級和二級壓縮的重要部件,在吸氣和排氣兩個過程中,閥片與閥座的密封性會直接影響到壓縮空氣的容積效率。而目前我司還沒有直接測定閥片簧密封性能的試驗臺,只有在組裝完畢后,對整機進行1min泄漏試驗(75kPa),間接地對其密封性進行判定。此試驗必須設定其他關聯組件都處在理想密封狀態(tài),一旦出現整機泄漏測試不合格,對諸多泄漏因素需逐一排查,過程繁瑣。因此,就有必要設計一個空壓機閥片密封性能試驗臺,模擬空壓機壓縮空氣時,吸入側和排出側的壓力環(huán)境,對其進行一定時間的密封保壓,以測定其密封性能。
2、低、高壓閥組件的基本組成及工作原理
2.1 基本組成該型號活塞壓縮機的低壓閥組件結構示意圖如圖1所示;高壓閥組件結構示意圖如圖2所示。

2.2 工作原理
該型號活塞壓縮機的低、高壓閥組件在執(zhí)行一級和二級壓縮空氣時的工作原理如圖3所示。

當活塞向下運動時,氣壓減小,吸氣閥打開,排氣閥關閉,進行吸氣;當活塞向上運動時,氣壓增大,吸氣閥關閉,排氣閥打開,進行排氣。由于排氣閥口比吸氣閥口小,氣壓逐步增加,高壓氣缸容積比低壓氣缸小,形成整體氣體壓縮效應。其中,低、高壓閥組件的安裝通過雙頭螺柱和定位銷定位,閥片的運動由保持板控制行程。
3、閥片密封試驗臺的總體方案設計
3.1 設計原理
已知該型號活塞空壓機一級壓縮和二級壓縮時的壓力范圍分別為195~225kPa和885kPa以上,
因此以壓縮空氣為檢測介質,通過向線性密封的壓殼主腔內充入規(guī)定壓力的氣體(壓力調整范圍設定為1.0~9.0bar),模擬空壓機壓縮空氣時吸入側和排出側的壓力環(huán)境,對其進行1min的密封保壓。通過一臺差壓檢漏儀來對閥片的密封性能進行測試,若檢測合格則亮綠燈,夾具自動解除壓封;如檢測不合格,設備紅色燈光及聲音報警,并配備專用廢料箱。
3.2 試驗臺的基本組成
該型號活塞壓縮機閥片密封性能試驗臺的總體方案設計,主要由機體機架、氣動系統(tǒng)、檢測系統(tǒng)、檢測夾具和控制系統(tǒng)組成。設備整體機架全部采用鋁型材搭建而成,防止設備長期受力變形后影響自身精度;底部安裝4套可調地腳,以便調整設備的水平;工作臺面采用20mm的金屬板制作,表面進行電鍍處理。檢測夾具可模擬空壓機低、高壓閥組件的安裝情況,采用雙頭螺柱和定位銷進行定位,夾緊裝置進行夾緊。設備電氣控制系統(tǒng)采用PLC單元控制,將所有信息集中顯示,并能夠將每次檢測后的數據進行存儲,設備配置有觸摸屏,能導出EXCEL格式的檢測記錄文件。試驗臺的外形結構示意圖如圖4所示。


3.3 試驗臺的工作原理
由于工件質量較輕,符合人工搬運條件,采用人工上下料,放入夾具裝卸工位,通過雙手綠色按鈕方式進行啟動,由氣動滑臺將工件拉入檢測工位,采用氣液增壓缸密封工件(所有需要密封的點都必須經過加工,并且去毛刺以保證整個裝置的氣密性),每個封堵缸都設有信號開關,保證只有當所有氣缸動作到位后,設備才進行充氣檢測。
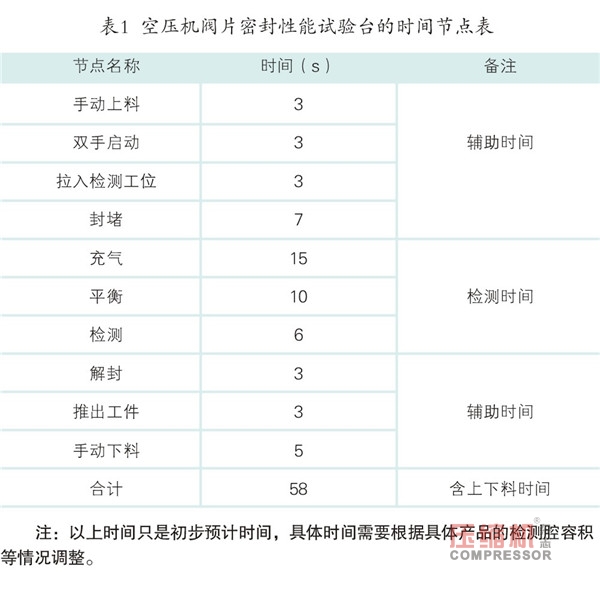
檢測系統(tǒng)采用進口檢漏儀為核心單元進行測試,采用差壓對比檢測原理,通過測量被測工件內容積的壓力變化來進行測試。設備程序要考慮防止不合格品的流出,在不合格品發(fā)生時,指示燈閃爍報警并發(fā)出蜂鳴聲,夾具鎖止;必須通過手動按下紅色復位按鈕后才能釋放夾具;當確認為不合格品,必須放入設備左側的紅色廢料箱內,否則設備無法進入下一輪檢測,工作流程原理圖如圖5所示。測試過程分為4個階段:充氣階段寅平衡階段寅測量階段寅排氣階段,壓力調整范圍設定為1.0~9.0 bar,預計各階段的時間節(jié)點如表1所示,單件檢測時間設定為1min。以上時間只是初步預計時間,具體時間需要根據具體產品的檢測腔體容積等情況調整。
4、結語
該閥片密封性能試驗臺是針對特定型號的二級活塞壓縮機所做的總體方案方案設計:主要由機體機架、氣動系統(tǒng)、檢測系統(tǒng)、檢測夾具和控制系統(tǒng)等組成,設定參數壓力調整范圍1.0~9.0 bar,能夠模擬空壓機壓縮空氣時吸入側和排出側的壓力環(huán)境,對其進行1min的密封保壓,通過測定的壓力差值對閥片的密封性能進行測定和分析。除了用于新產品制造和售后故障檢修,也可以通過對此試驗臺進行控制程序變更,升級為測試驗證閥片性能及有效動作次數壽命的耐久試驗臺,對單閥的疲勞壽命進行研究。
參考文獻
[1] 活塞式壓縮機設計編寫組.活塞式壓縮機設計[M].北京:機械工業(yè)出版社,1974.
[2] 譚良.活塞式壓縮機氣閥運動分析及性能優(yōu)化[D].大連:大連交通大學,2015.
[3] 呂紅旗,清華大學壓縮機工程研究中心.壓縮機設計生產新工藝新技術與安裝調試及質量檢測標準規(guī)范實用手冊[M].北京:北方工業(yè)出版社,2011.
[4] 張靖.檢測技術與系統(tǒng)設計[M].北京:中國電力出版社,2002.
[5] 李樹發(fā).壓縮機氣閥泄漏及密封治理[J].潤滑與密封,1994,(1 ):71.
【壓縮機網】1、引言
基于一款廣泛應用于軌道車輛的活塞壓縮機(以下簡稱該型號),低、高壓閥組件是其執(zhí)行一級和二級壓縮的重要部件,在吸氣和排氣兩個過程中,閥片與閥座的密封性會直接影響到壓縮空氣的容積效率。而目前我司還沒有直接測定閥片簧密封性能的試驗臺,只有在組裝完畢后,對整機進行1min泄漏試驗(75kPa),間接地對其密封性進行判定。此試驗必須設定其他關聯組件都處在理想密封狀態(tài),一旦出現整機泄漏測試不合格,對諸多泄漏因素需逐一排查,過程繁瑣。因此,就有必要設計一個空壓機閥片密封性能試驗臺,模擬空壓機壓縮空氣時,吸入側和排出側的壓力環(huán)境,對其進行一定時間的密封保壓,以測定其密封性能。
2、低、高壓閥組件的基本組成及工作原理
2.1 基本組成該型號活塞壓縮機的低壓閥組件結構示意圖如圖1所示;高壓閥組件結構示意圖如圖2所示。
2.2 工作原理
該型號活塞壓縮機的低、高壓閥組件在執(zhí)行一級和二級壓縮空氣時的工作原理如圖3所示。
當活塞向下運動時,氣壓減小,吸氣閥打開,排氣閥關閉,進行吸氣;當活塞向上運動時,氣壓增大,吸氣閥關閉,排氣閥打開,進行排氣。由于排氣閥口比吸氣閥口小,氣壓逐步增加,高壓氣缸容積比低壓氣缸小,形成整體氣體壓縮效應。其中,低、高壓閥組件的安裝通過雙頭螺柱和定位銷定位,閥片的運動由保持板控制行程。
3、閥片密封試驗臺的總體方案設計
3.1 設計原理
已知該型號活塞空壓機一級壓縮和二級壓縮時的壓力范圍分別為195~225kPa和885kPa以上,
因此以壓縮空氣為檢測介質,通過向線性密封的壓殼主腔內充入規(guī)定壓力的氣體(壓力調整范圍設定為1.0~9.0bar),模擬空壓機壓縮空氣時吸入側和排出側的壓力環(huán)境,對其進行1min的密封保壓。通過一臺差壓檢漏儀來對閥片的密封性能進行測試,若檢測合格則亮綠燈,夾具自動解除壓封;如檢測不合格,設備紅色燈光及聲音報警,并配備專用廢料箱。
3.2 試驗臺的基本組成
該型號活塞壓縮機閥片密封性能試驗臺的總體方案設計,主要由機體機架、氣動系統(tǒng)、檢測系統(tǒng)、檢測夾具和控制系統(tǒng)組成。設備整體機架全部采用鋁型材搭建而成,防止設備長期受力變形后影響自身精度;底部安裝4套可調地腳,以便調整設備的水平;工作臺面采用20mm的金屬板制作,表面進行電鍍處理。檢測夾具可模擬空壓機低、高壓閥組件的安裝情況,采用雙頭螺柱和定位銷進行定位,夾緊裝置進行夾緊。設備電氣控制系統(tǒng)采用PLC單元控制,將所有信息集中顯示,并能夠將每次檢測后的數據進行存儲,設備配置有觸摸屏,能導出EXCEL格式的檢測記錄文件。試驗臺的外形結構示意圖如圖4所示。
3.3 試驗臺的工作原理
由于工件質量較輕,符合人工搬運條件,采用人工上下料,放入夾具裝卸工位,通過雙手綠色按鈕方式進行啟動,由氣動滑臺將工件拉入檢測工位,采用氣液增壓缸密封工件(所有需要密封的點都必須經過加工,并且去毛刺以保證整個裝置的氣密性),每個封堵缸都設有信號開關,保證只有當所有氣缸動作到位后,設備才進行充氣檢測。
檢測系統(tǒng)采用進口檢漏儀為核心單元進行測試,采用差壓對比檢測原理,通過測量被測工件內容積的壓力變化來進行測試。設備程序要考慮防止不合格品的流出,在不合格品發(fā)生時,指示燈閃爍報警并發(fā)出蜂鳴聲,夾具鎖止;必須通過手動按下紅色復位按鈕后才能釋放夾具;當確認為不合格品,必須放入設備左側的紅色廢料箱內,否則設備無法進入下一輪檢測,工作流程原理圖如圖5所示。測試過程分為4個階段:充氣階段寅平衡階段寅測量階段寅排氣階段,壓力調整范圍設定為1.0~9.0 bar,預計各階段的時間節(jié)點如表1所示,單件檢測時間設定為1min。以上時間只是初步預計時間,具體時間需要根據具體產品的檢測腔體容積等情況調整。
4、結語
該閥片密封性能試驗臺是針對特定型號的二級活塞壓縮機所做的總體方案方案設計:主要由機體機架、氣動系統(tǒng)、檢測系統(tǒng)、檢測夾具和控制系統(tǒng)等組成,設定參數壓力調整范圍1.0~9.0 bar,能夠模擬空壓機壓縮空氣時吸入側和排出側的壓力環(huán)境,對其進行1min的密封保壓,通過測定的壓力差值對閥片的密封性能進行測定和分析。除了用于新產品制造和售后故障檢修,也可以通過對此試驗臺進行控制程序變更,升級為測試驗證閥片性能及有效動作次數壽命的耐久試驗臺,對單閥的疲勞壽命進行研究。
參考文獻
[1] 活塞式壓縮機設計編寫組.活塞式壓縮機設計[M].北京:機械工業(yè)出版社,1974.
[2] 譚良.活塞式壓縮機氣閥運動分析及性能優(yōu)化[D].大連:大連交通大學,2015.
[3] 呂紅旗,清華大學壓縮機工程研究中心.壓縮機設計生產新工藝新技術與安裝調試及質量檢測標準規(guī)范實用手冊[M].北京:北方工業(yè)出版社,2011.
[4] 張靖.檢測技術與系統(tǒng)設計[M].北京:中國電力出版社,2002.
[5] 李樹發(fā).壓縮機氣閥泄漏及密封治理[J].潤滑與密封,1994,(1 ):71.

網友評論
條評論
最新評論